内容
液状シリコーン射出成形は、高精度で高効率な成形方法である。シリコーンを射出成形機で金型に注入し、高温・高圧で素早く固める。射出成形の利点は、複雑な形状の製品や様々な色の製品を生産できることです。

液状シリコーン射出成形プロセスの紹介
液状シリコーン射出成形 は液状シリコーンを主原料とする。A液とB液の2液をスクリューで混合し、金型に注入して加硫成形する。このプロセスは、無駄がなく、自動化という利点があり、高品質の製品を生産することができます。液体のシリコーン プロダクトは柔らかく、広く人間の器官、医学のシリコーンの箱のパッド、等を模倣するのに使用されています。また、液状シリコーンは熱安定性、耐寒性、電気絶縁性が良い。燃やされたとき有毒な物質は作り出されない。従って、それは健康プロダクト、自動車、赤ん坊プロダクト、医学プロダクト、潜水プロダクト、台所道具およびシールを作り出し、設計することのかけがえのない材料になりました。
液状シリコーン射出成形の利点:
- 高精度
- 高い生産効率
- 低損失
- より高度な自動化
- 低汚染率
液状シリコーン射出成形の欠点:
- 設備と金型への高い要求
- 設備、金型、材料のコストが高い
- 湿度に敏感

液状シリコーン射出成形プロセスフロー:
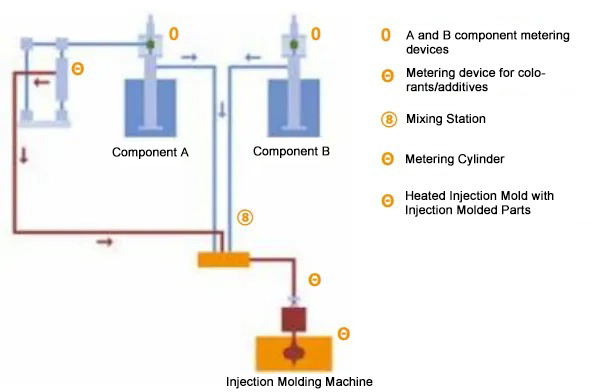
計量装置はまず、LSR A成分とB成分を1:1で混合したものをポンプで送り、スタティックミキサーまたはダイナミックミキサーに分配し、射出成形機の計量シリンダーに分配します。2つの成分が混合されると、対応する金型に材料を射出することができる。射出シリンダー内のスクリューコンベアは、混合された材料の射出と計量に責任を負います。
注:計量シリンダーと攪拌機の温度は40℃を超えないこと。
| 分類 | 原因 | 対策 |
|
泡の汚れ | 加硫不足 | 加硫時間の延長 |
| 空気は完全には排出されない。 | ポータブルタンクの空気を完全に抜く | |
| 空気混入 | 注入時に空気が入らないように注意すること | |
| 金型温度が高すぎる | 金型温度を下げ、金型温度分布に注意する。 | |
| ミキシング・スポット | 射出速度の調整、アジテーターのチェック | |
|
生のエッジ | 注入量が多すぎる | 射出速度を調整し、クランプ力を高める |
| パーティング面に埃がある | 作業場の環境を管理し、成形中は保護カバーを閉める。 | |
| 低いクランプ力 | クランプ圧を上げる | |
| 射出圧力が高い | 噴射圧の調整 | |
| 保持時間が長すぎる | 適切な保持時間を選択する | |
|
拡大 | 加硫不足 | 加硫時間の延長と温度の上昇 |
| 成形圧力不足 | 圧力を高める | |
| 泡の生成 | ポータブルタンクの空気を完全に抜く | |
| 不均一な加硫 | 加熱装置の調整 | |
|
光沢不足 | 加硫不足 | 加硫時間の延長と温度の上昇 |
| 粗い金型表面 | 金型電気メッキ、離型剤の交換 | |
| 脱型性が悪い | 加硫不足 | 加硫時間の延長 |
| 金型表面の不良 | カビの改善 | |
| 不均一な表面温度分布 | 加熱方法のチェック | |
| ノズルの漏れ | ノズルの摩耗と損傷 | ノズルロックの確認 |
液状シリコーン射出成形工程では、材料の選択、金型の開発、最適なパラメータの設定に加え、定期的な設備のメンテナンスと金型のメンテナンスも重要です。生産部門は各工程を厳しく管理し、不要な異常や無駄を省く。
ジュエリー は、費用対効果に優れた液体を幅広く提供しています。 シリコーン製品 シリコーン製品の調達とOEM/ODMソリューションをワンストップで提供する。