Contenu
Le moulage par injection de silicone liquide est une méthode de moulage de haute précision et de grande efficacité. Le silicone est injecté dans le moule par une machine de moulage par injection et rapidement solidifié par une température et une pression élevées. L'avantage du moulage par injection est qu'il permet de fabriquer des produits de formes complexes et de couleurs variées.

Introduction au processus de moulage par injection de silicone liquide
Moulage par injection de silicone liquide utilise le silicone liquide comme matière première principale. Le matériau à deux composants (partie A et partie B) est mélangé à l'aide d'une vis et injecté dans le moule pour le moulage par vulcanisation. Ce procédé permet de fabriquer des produits de haute qualité, sans gaspillage et de manière automatisée. Les produits en silicone liquide sont souples et largement utilisés pour simuler des organes humains, des coussins thoraciques en silicone médical, etc. En outre, le silicone liquide présente une bonne stabilité thermique, une bonne résistance au froid et de bonnes propriétés d'isolation électrique. Aucune substance toxique n'est produite lorsqu'il est brûlé. C'est pourquoi il est devenu un matériau irremplaçable dans la production et la conception de produits de santé, d'automobiles, de produits pour bébés, de produits médicaux, de produits de plongée, d'ustensiles de cuisine et de joints d'étanchéité.
Avantages du moulage par injection de silicone liquide :
- Haute précision
- Efficacité élevée de la production
- Faible perte
- Un niveau d'automatisation plus élevé
- Faible taux de contamination
Inconvénients du moulage par injection de silicone liquide :
- Exigences élevées en matière d'équipements et de moules
- Coût élevé des équipements, des moules et des matériaux
- Sensible à l'humidité

Processus de moulage par injection de silicone liquide :
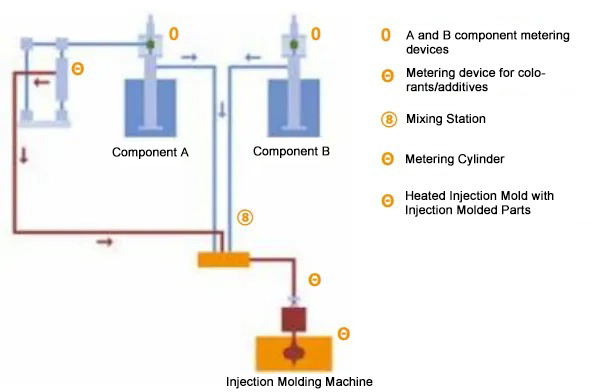
Le dispositif de dosage pompe d'abord un mélange 1:1 des composants LSR A et B, le distribue à un mélangeur statique ou dynamique, puis le distribue au cylindre de dosage de la machine de moulage par injection. Une fois les deux ingrédients mélangés, le matériau peut être injecté dans le moule correspondant. Le convoyeur à vis du cylindre d'injection est responsable de l'injection et du dosage du matériau mélangé.
Note : La température du cylindre de dosage et de l'agitateur ne doit pas dépasser 40°C.
| Classification | Causes | Contre-mesures |
|
Taches de bulles | Vulcanisation insuffisante | Temps de vulcanisation prolongé |
| L'air n'est pas complètement évacué. | Évacuer complètement l'air de la citerne mobile. | |
| Air mélangé | Veillez à ce que l'air ne pénètre pas pendant l'injection. | |
| La température du moule est trop élevée | Abaisser la température du moule et veiller à la répartition de la température du moule | |
| Points de mélange | Ajuster la vitesse d'injection, vérifier l'agitateur | |
|
Bords bruts | Volume d'injection trop important | Ajuster la vitesse d'injection et augmenter la force de serrage |
| Il y a de la poussière sur le plan de joint | Contrôler l'environnement de l'atelier et fermer le couvercle de protection pendant le moulage | |
| Force de serrage inférieure | Augmenter la pression de serrage | |
| La pression d'injection est élevée | Régler la pression d'injection | |
| Le temps d'attente est trop long | Sélectionner un temps de maintien approprié | |
|
Expansion | Vulcanisation insuffisante | Prolonger le temps de vulcanisation et augmenter la température |
| Pression de moulage insuffisante | Augmentation de la pression | |
| Générer des bulles | Vider complètement l'air du réservoir portable | |
| Vulcanisation irrégulière | Régler le dispositif de chauffage | |
|
Faible brillance | Vulcanisation insuffisante | Prolonger le temps de vulcanisation et augmenter la température |
| Surface rugueuse du moule | Placage électrolytique des moules, remplacement de l'agent de démoulage | |
| Mauvaises propriétés de démoulage | Vulcanisation insuffisante | Prolonger le temps de vulcanisation |
| Mauvaise surface du moule | Améliorer la moisissure | |
| Répartition inégale de la température de surface | Vérifier la méthode de chauffage | |
| Fuite de la buse | Usure de la buse | Vérifier le verrouillage de la buse |
Outre la sélection des matériaux, la mise au point des moules et l'établissement de paramètres optimaux dans le processus de moulage par injection de silicone liquide, l'entretien régulier des équipements et des moules est également crucial. L'unité de production contrôle rigoureusement chaque processus afin d'éviter les anomalies et les déchets inutiles.
BIJOUX offre une gamme complète de produits liquides produits en silicone et recommande avec précision les matériaux aux clients, en fournissant un guichet unique pour l'approvisionnement en produits en silicone et des solutions OEM/ODM.



